Technical Helpsheets
Application advice
Technical data and MSDS sheets
FAQs
Videos
Our story
We care
Selling Polyvine
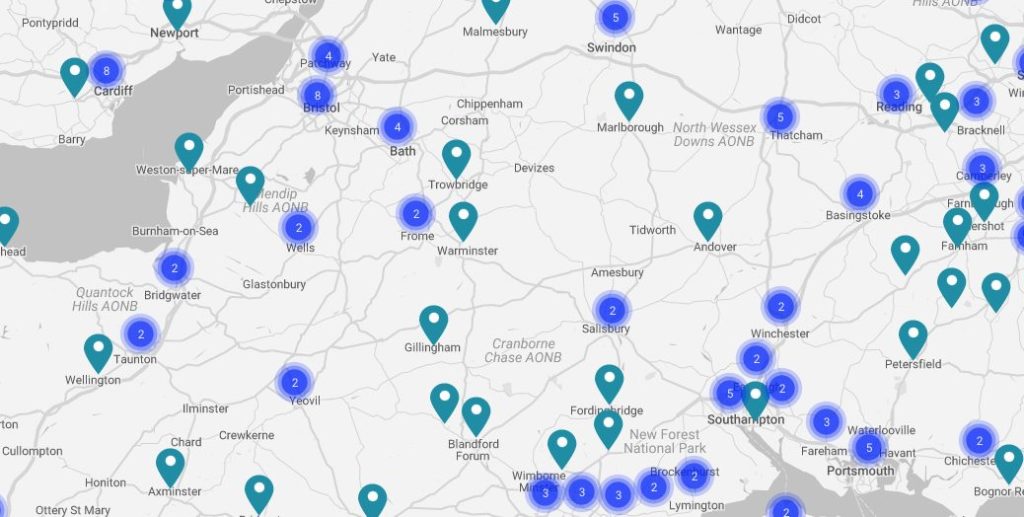
Become a stockist
Contact us
Associations
Sponsorships
Brand Partnerships
Courses and Academies
Metallic Paint
Polyvine products are stocked at all good decorators’ merchants across the UK. Search our directory to find your nearest stockist.